| 品牌 | 聚烯烴 |
|---|---|
| 貨號 | pp H101 |
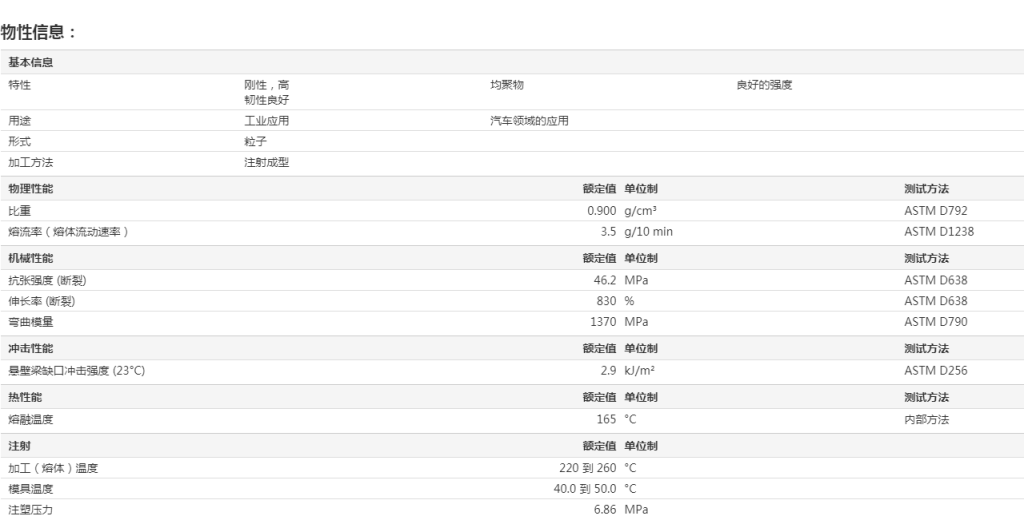
| 用途 | 工業應用 |
| 特性級別 | 阻燃級|||增韌級|||增強級|||耐高溫|||耐低溫|||導電級|||標準級|||高強度|||高結晶(HCPP)|||高滑動|||高光澤|||高剛性||| |
| 牌號 | pp H101 |
| 型號 | pp H101 |
| 加工級別 | 注塑級|||熱熔級|||拉絲級|||擠出級|||壓延|||脫模級|||噴涂|||模塑|||吹膜級|||包覆||| |
| 品名 | PP |
| 外形尺寸 | 來電詢問 |
| 用途級別 | 通用級|||填充級|||汽車部件|||管材級|||電子電器部件|||薄膜級|||照明燈具|||運動器材|||型材|||纖維|||流延膜專用料|||家電部件|||電線電纜級||| |
| 生產企業 | 聚烯烴 |
| 是否進口 | 否 |
PP聚烯烴H101
品牌 新加坡聚烯烴
PP塑膠原料注塑工藝
干燥處理:如果儲存適當則不需要干燥處理。
熔化溫度:220~275C,注意不要超過275C。
模具溫度:40~80C,建議使用50C。結晶程度主要由模具溫度決定。
注射壓力:可大到1800bar。
注射速度:通常,使用高速注塑可以使內部壓力減小。如果制品表面出現了缺陷,那么應使用較高溫度下的低速注塑。
流道和澆口:對于冷流道,典型的流道直徑范圍是4~7mm。建議使用通體為圓形的注入口和流道。所有類型的澆口都可以使用。典型的澆口直徑范圍是1~1.5mm,但也可以使用小到0.7mm的澆口。 對于邊緣澆口,小的澆口深度應為壁厚的一半;小的澆口寬度應至少為壁厚的兩倍。PP材料完全可以使用熱流道系統。
COSMOPLENE PP AZ564 高流動性
COSMOPLENE PP AZ564G 抗沖擊
COSMOPLENE PP AZ864 抗沖擊
COSMOPLENE PP FA8013E 高剛度
COSMOPLENE PP FC9411G 薄膜級 高剛度
COSMOPLENE PP FC9411L 無規共聚 高透明 高剛性
COSMOPLENE PP FC9412G 高粘結
COSMOPLENE PP FC9412L 無規共聚 抗沖擊
上海暉航新材料有限公司一貫堅持“誠信經營、顧客至上、執著創新、共同發展”的理念。不斷為客戶提供更廉價美的產品和更完善的服務,真誠的與您合作,共同創造美好的未來。










